
Visit us at SOLIDS Parma
We look forward to seeing you at Solids Parma 2024. The exhibition will take place from June 5th to 6th, 2024 at the Fiere di Parma Exhibition Center.
MoreReasons for Tracking
In this respect the bigger the oven gets, both in length and width, the more ambitious belt tracking becomes.
In addition, today’s tendency to increase the baking speed to values of >35 metre/min. adds another challenge to the belt tracking issue.
So, to spend some careful thoughts on how the belt tracking can be done to satisfaction, is of real priority for the oven manufacturer and operator.
Belt Tracking Influences
Practically all tunnel ovens are operated with so called ‘free running belts’ to which no guiding systems like chains are attached. But to think the belt is the only oven component responsible for good or bad tracking is not correct.
Indeed there are 3 aspects influencing the belt tracking:
I. Oven Layout & Temperature:
– the 3 principle oven parts of entrance / oven chambers / exit and their design
– operating temperatures
II. Oven Drive & Tensioning Equipment
– drive of the oven with its system of driving drum(s), turning drum and support rollers
– tensioning station and guiding equipment
III. Belt Design & Tolerances
A belt can be:
– solid, of open or closed mesh structure
– with or without crossbars
– heavy or light weight
– with welded or looped edges
– stainless or mild steel
All these 3 aspects have to be well thought of and thoroughly evaluated for a proper tunnel oven operation. Even minor inaccuracies can have great negative effects on tracking and cause substantial problems.
Now let’s go into details! In doing so I mainly reflect on experience ascertained with mesh belts and here mainly Z-belts, the most frequently used belt type.
All 3 principal oven parts: entry / oven chambers / exit should be in a straight line. Greatest care has to be taken during installation of the oven line on this issue, with several and repeated size controls, that this alignment is given. Otherwise even the best belt cannot run without any tracking problems.
If under operational conditions a baking belt is permanently running and tending to one side, this is nearly always an indication that something is wrong with the oven alignment.
The best way to control and check it is with diagonal measuring either with a rope or a laser, i.e.
check the dimension from the right edge point of the entry to the left edge point of the exit
and compare it with
the dimension from the left edge point of the entry to the right edge point of the exit
The figures ascertained should be identical. If not, the alignment needs to be adjusted.
As examples I recall cases in Eqypt and Spain, where the belts were perfectly in centre of the turning drum at the entry but 30 – 50 mm out of centre on the driving drums at the exit. After aligning the position of the driving station the belts were running properly.
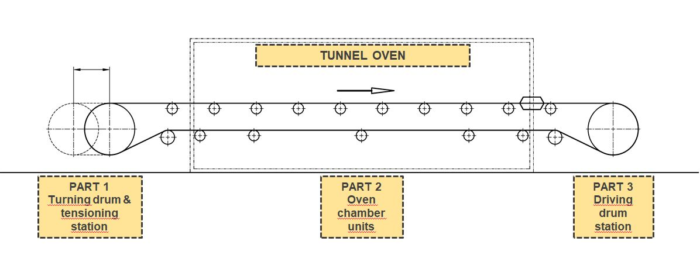
Sketch of the 3 tunnel oven parts and their aligned position to each other
1. In a tunnel oven, the proportion of the belt length inside and outside the oven should be roughly the same to achieve an “average tensioning behaviour” of the belt, which has direct effects on the tracking.
2. In tunnel ovens with either very long entrance (feeding) zones or discharging zones this ratio is not given.
Bigger sections of the belt length are “cold” compared to the “heated” belt parts. This makes belt tracking more challenging, since belt behaviour is different between heated and cold.
Apart from the tracking such situations increase also the risk that belt edges are slightly bending up or down.
The tracking issues resulting from this “constructional disadvantage” can / could be reduced in some lines, giving the ovens either a “pre-heating roof section” at the entrance or a “heat-covering roof” at the oven exit.

Example of a heat-covering roof at the oven’s exit
1. The higher the operation temperature in the different oven chambers the more the belt structure elongates and the more sensitive the belt gets to tracking irregularities.
2. Also make sure, that the temperature spreading in the oven is equal over the oven / belt width. Otherwise you will get a different stretching behaviour in the belt leading into tracking irregularities.
3. Be aware, that the belt is cooling down when returned below the oven chambers to the oven entry with the product feed. So here the belt mesh structure will shrink again and shows a different tracking attitude. Maybe think of protecting the belt against heat loss in that bottom area to reduce temperature differences within the total belt length
1. Cooling down of a belt always results in the shrinkage of the mesh structure. So with regard to tracking necessities, running a tunnel oven with its belts in a heated production hall is different from running it in a cold environment.
2. There are influences of the different seasons of the year as well as between the geographical climate zones, in which ovens and belts are operated.
3. If a belt is operated permanently on 24/7 basis, tracking necessities and behaviour are different from a belt in non-permanent use
4. Be aware that an oven operating next to an outside wall of a plant in a colder climate might lead to temperature differences in the oven along the belt width and consequently in mesh stretching differences.
5. Here are some examples:
In Germany there was an oven, where belt tracking problems could be solved by closing some permanently open “ventilation” plant windows in the wall next to the oven.
We had a case in Spain, where tracking problems in the oven could be solved by giving the outside wall, next to which the oven line was erected, another layer of insulation for protection against the cold outside temperatures in autumn and winter.
In Greece tracking problems in oven lines in a plant, that was only running 5 days a week, could be substantially reduced by heating the production hall on a reduced level over weekends in winter and slowing down the heating-up of the oven lines at the beginning of the production week.
When it comes to the oven drive there are 2 different types:
– the 1-cylinder drive
– the 3-cylinder drive
The by far bigger number of tunnel ovens have the 1-cylinder drive, i.e. at both ends of the oven there is just one cylinder drum. On the entrance side one turning drum and on the exit side one motor driven cylinder pulling the belt through the oven.
With the 3-cylinder drive there is a combination of 3 (smaller diameter) motorized rollers at the exit getting the belt running. With regard to tracking this system gives the belt a greater position stability, but the disadvantage of this drive system gets clear with the a “slightly strange” assertion:
“The good thing with a 3-roller drive is, that it keeps the belt in position……. The bad thing with this type of drive is, that it keeps the belt in position”
In other words, it is a much more difficult tracking task to get a belt back from a bad out of centre position to a good centred position.
And, on a side note, the 3-cylinder drive has a much higher mechanical impact on the mesh belt structure, which reduces the operational lifetime.
Here the statement is short and simple:
“The bigger the drum diameter in a tunnel oven for both the driving and the reversing drums, the better for an easier belt tracking (and the lifetime of the belt)”
That is the reason why today all new tunnel ovens have drum diameter of min. 600 mm up to 1000 mm. If a tunnel oven has big drum diameters the belt is more receptive for tracking impulses.
On another side note, I have come across several clients on this globe, who changed for these reasons the drive of their oven(s) from 3 cylinders to 1 cylinder.
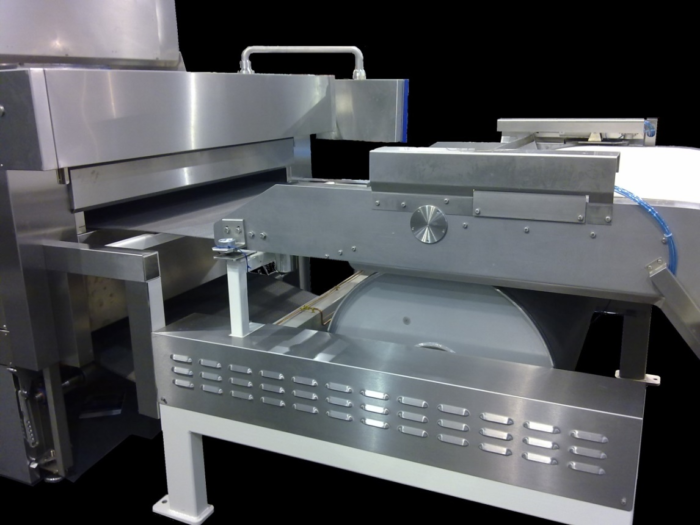
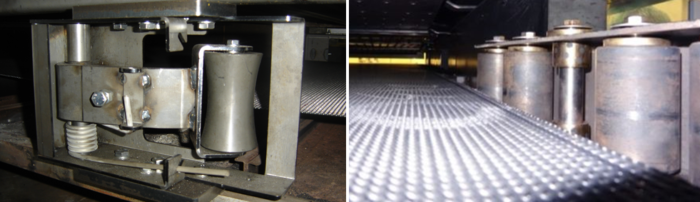
Oven feeding area with big diameter turning drum
The system of how the belt is supported, when running through the oven, has an impact on its tracking behaviour, too.
First, the question of how is the support done:
– by guide rails (only found in some very old and smaller ovens)
– by skid bars (still in use, but mainly in smaller ovens)
– by support rollers
Today support rollers are the most frequently used one, since there are no size limitations for the tunnel oven, both in width and length, when it is used. Indeed this is also the best support when it comes to help belt tracking. But some “little details” should be considered to avoid mistakes:
1. Some OEMs build their ovens with a support roller distance of 1.5 m, some with 1 m only.
=> Be aware that the smaller the distance is, the more stable the belt will run.
2. Solid support rollers should be given preference to support rollers, made of disc section placed in intervals on shaft bars along the width.
=> (Mesh) belts should rest entirely over their whole width on the support roller.
3. Support rollers must be aligned horizontally all on the same level to give the belt a smooth surface in the oven.
4. And they must be put by all means in a proper 90 degree angle to the belt running. If not, they will “track” the belt negatively.
Example of non-proper alignment of support rollers

Not advisable. Non-solid support rollers
Remark:
For the support rollers there are adjusting possibilities at each side of the oven. It is best not to give them a central position there, because this allows tolerances, but to give the roller the position fully to one side, since this position has no tolerances.
We once had a case with a client in Indonesia where most of his tracking problems with his (big) belt in a (long) oven could be solved by giving all the support rollers in the oven the “tolerance free” limit stop on one side.

Support roller fixing at the tolerance free limit stop
Today most tunnel oven lines have hydraulic or pneumatic tensioning cylinders. In older days tensioning was very often done by weights, making it a bit more difficult to find the proper figure and having disadvantages when cooling down.
Often it is thought that with increasing tensioning the belt tracking can be improved, but this is not the case.
O.k., a certain tensioning force is needed so that the belt is not slipping on the drums during operation. But too high tensioning has negative influences on the tracking since its running is much more difficult to manipulate and the belt starts vibrating.
=> So tensioning should be as low as possible!
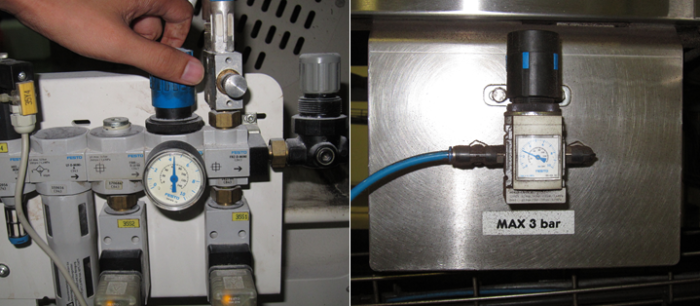
Left: A too high tensioning of >4 bar // Right: A good tensioning with an indicating label for the maximum force.
For the tracking there should be a separate hydraulic or pneumatic station preferably by means of an electronic position sensor and a tracking cylinder. Bigger ovens often have 2 such tracking stations, but it is not a must. Smaller ovens are run with just one tracking device.
The belt should be in a good centred position when it gets back on the turning drum. So this one tracking device should be in the lower part of the oven return in short distance to the turning roll. It is also important, that this device is soft reacting and not pushing the belt from the “extreme” left side to the right or vice versa.
To give the tracking cylinder a better grip to the belt one might give it a heat resistant silicon coating.
Finally, no need to say, that there should be no big distance between the position sensor and the tracking cylinder, especially with no (support) rollers in between. This will “manipulate” the results of the tracking sensor.
One of the severest mistakes that can be done, is to use the vertical side rollers at oven entry or exit for belt tracking.
They have an emergency function only and consequently their distance to the belt edge should be not too close, based on the formula:
belt width + ~50-60 mm => distance between support rollers
Why is it so?
The above formula takes into consideration:
A – the production width tolerance of the belt
B – that even the best belt has a variation in the “self-running straightness”
of ~1% of the belt width
C – that in the beginning each belt has on “oversize” in width to compensate
the shrinkage under tensioning and operational conditions
Some oven lines use vertical rollers as the signal giver for the tracking station. But, if possible, this should be avoided. Often contacts of the belt edge to the side rollers will damage the edges in the long run (especially if the belt has welded edges).
Left: vertical side rollers in good condition // Right: rollers showing marks of frequent contacts to the belt edges
In older and smaller ovens quite often support rollers with side guiding discs for tracking can be found. What has been said about vertical side rollers applies, generally speaking, also for these guiding disc rollers. In the course of time their frequent contact might do harm to the belt edges.
So eventually we talk about the (mesh) belt that is used in the tunnel oven and what aspects, influencing the tracking, one should be aware of:
In most tunnel ovens mesh belts made of mild steel quality, which comes along in different trading names, are used. But occasionally, depending on the baked product, stainless steel is needed.
All mesh belts are made of cold drawn wires, if they have a diameter smaller than ~6 mm. The cold drawing process has considerable impacts on the mechanical properties of the wires:
– it makes them much harder by increasing the tensile strength
– the range between the minimum and maximum tensile strength gets very big
. – for stainless steel wires the mechanical properties are considerably higher than for mild steel
because of its alloy elements like chromium or nickel
– the mechanical properties can vary considerably from one section to another within one belt,
since it is not produced from one wire coil only
The higher the mechanical properties of the mesh belt wires are, the more tensioning forces in the oven are needed as part of the tracking.
And, the higher the belt tensioning, the higher the risk that the belt starts to vibrate during operation.
So it should be in the interest of the oven operator to get a homogeneous mesh belt with no big variations in the mechanical properties within the belt and with not too high tensile strength values.
A good belt producer should be able to:
A) influence this and
B) give information about these values for their belts.
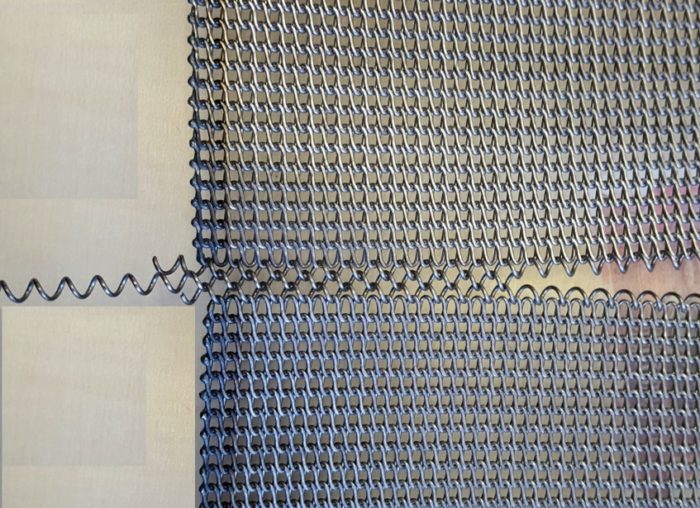
When it comes to mesh belt, be aware that those with crossbars in their mesh structure handle much better tensioning forces and are consequently easier to track than those just consisting of spiral wires.
For the crossbars there are belt types with crimped wires, which should be given preferences compared to the design with plain wires. The crimped crossbar keeps the spiral wire in position when the belt is tensioned. So the tensioning forces are absorbed equally over the width which is good for the tracking.
Of great importance for a good belt tracking is an equal and rectangular mesh structure, especially for rolled baking oven belts (a.k.a. Z-belts) which are made just of flat rolled spirals.
=> The regularity of the mesh structure has the biggest influence
on the tracking characteristics of a belt.
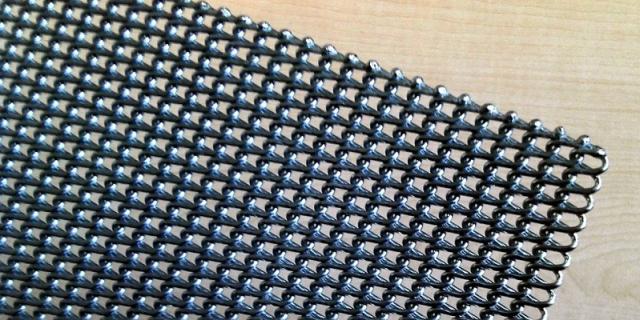
Example of a top quality Z-belt with excellent mesh structure (type F4012)
1. Count the number of meshes of your belt with random checks at different places along the belt.
=> Does your belt have the same number of meshes everywhere?
2. Do random dimensional checks of the mesh openings.
=> Did all these measurements show the same figures?
3. How is the overall appearance of the mesh structure?
=> Does your belt show an equal regular pattern?

Z-belt with a very regular mesh pattern (type F4015) installed in an oven
4. Is the belt’s row of meshes straight or running in a bow or wave?
(You can check this easily with a (self-made) angle metre)
=> Does the mesh row run rectangularly and straight to the belt edge?
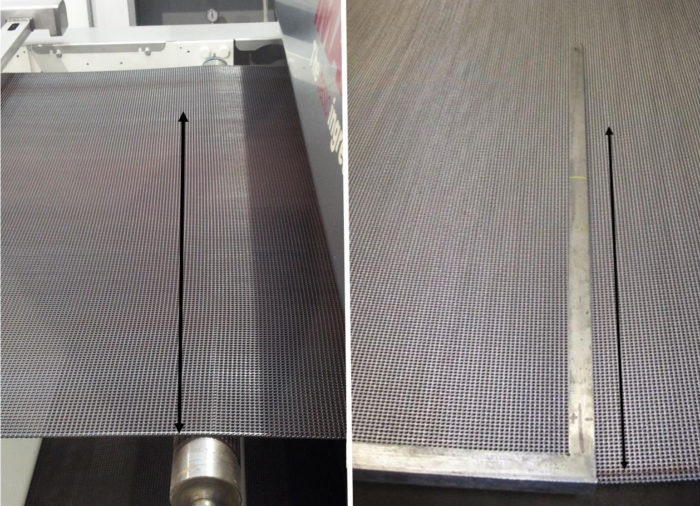
Left: Z-belt (with looped edges) with a non-rectangular row of meshes // Right: the same type of belt (with welded edges) showing a nearly perfect 90 o row of meshes (and the angle metre to check it)
A good mesh structure of the belt makes your life much easier, when your oven line is running.
Don’t forget that under operational conditions this structure changes. So especially the mesh’s angularity should be controlled regularly and is an indication for the wear life of the belt.
It is the mesh structure that shows the main difference between belts from different suppliers.
With a quality belt from a good supplier these changes are only minute, even after several years of operation.
One should know the possible width tolerance and straight running characteristics of the belt installed in the oven and take these values into consideration for the position of your tracking sensors.
1. The width tolerance of your belt depends on your mesh size but can easily be plus/minus ~10 mm.
A high quality rolled baking oven belt is in the range of less than. +/- 5mm.
2. Even the best mesh or Z-belt produced shows a variation in the “straight running line” of ~1% of
the belt width (without any impulses from the tracking station).
So not considering these figures will lead to an “overreacting” of the oven’s tracking system and result in, what I call, “a nervous belt”.
In other words, give your tracking sensors and emergency guiding rollers sufficient space . The distance to the belt edge should be, depending on belt width, 20-30 mm at each side.
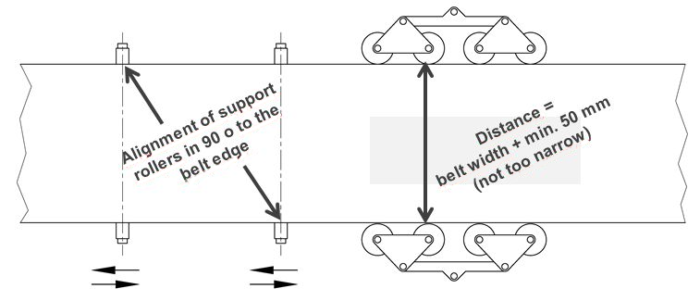
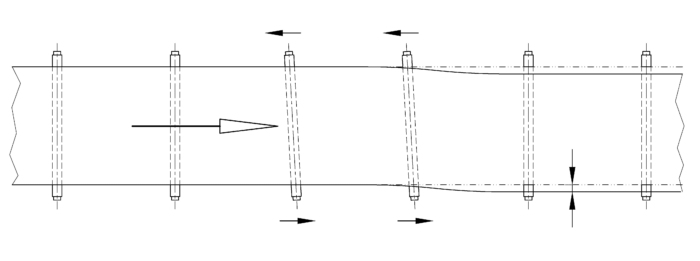
Sketch for good positions of side emergency rollers and alignment of support rollers
When controlling your belt during running, do certain sections move like a “banana” or a “sabre”?
Then this is is a sign, that these parts are out of straightness.
A mesh belt is never made of one piece. Z-belts for example are used in total lengths of up to 270 metres. This cannot be made in one piece but only produced from segments.
So greatest care has to be taken, that all these segments are made with the same tolerances and mesh appearance, which requires high standard production. Only then a proper overall mesh straightness can be achieved.
The main criterion for this is a good rectangularity of the spiral row.
If your belt in some section is moving too much to one side (>20-30 mm, which is width tolerance plus standard tracking deviation)) the overall mesh straightness is not good.
You have a “banana” and this belt section, if not the whole belt, must be replaced.
Mechanical damages to the belt edges can influence the tracking negatively. So it is best to repair them immediately and to maybe even replace this damaged part.
Belts with looped edges are less sensitive to damages by side touches then the ones with welded edges. On the other hand, they are thicker in the edge area compared to the rest of the belt and often damages by and to the transfer knives at the oven’s exit appear.
Mesh belts with welded edges are regarded by many users as more stable and less flexible in their mesh structure, since crossbar and spiral wire are firmly connected by welding.
Because of this some suppliers concentrate on producing welded edges belts
Belt tensioning
With the increase of the belt tensioning the tracking forces have to be increased, too. A too high tensioning might make tracking difficult if not impossible and has some other negative impacts:
A – the belt might start to vibrate and product falls off
B – the belt edges might bend up- or downward since in the edge area it cannot stretch to
the same degree than in the belt centre
C – high tensioning increases the permanent mechanical impact on the belt’s wire structure
and leads to a shorter operational life time.
Here is your checklist for connecting:
1. – Do belt connections at the joining ends thoroughly and properly.
2. – Do the connection with through going spirals or crossbars over the whole width.
3. – Z-belts need 2 connection spirals, one from each side.
4. – Take care that there is no change in mesh’s angularity of the joining pieces.
5. – Especially for rolled baking oven belts take care that there is no width difference in the two belt
ends joined. Such width “jumps” might appear and can be overcome by the use of some “adapter
spirals”
Example of an indirect Z-belt connection with 2 more adapter spirals to overcoming small width differences of connecting ends
=> Non-properly made belt connections are predetermined trouble points for tracking issues.
It should be strongly advisable for a quality conscious enduser to ask details for all these questions from the oven and belt supplier.
Satisfactory replies are part of the proof for quality.
Quality might have its price but will result in long operational life times, low maintenance and low risk of “negative surprises”.
Having seen the “ups and downs” of oven and belt operations at countless locations around the globe, let’s end this article with some “Dos & Donts” for the belt:
If in doubt, ask questions!!!
The quality belt supplier, I am coming from, considers helping clients as partners as part of our service.

Full range of available “F-type” rolled baking oven belts
Written by Peter Otten – STEINHAUS GmbH
Belt Tracking in Tunnel Ovens @biscuitpeople


We look forward to seeing you at Solids Parma 2024. The exhibition will take place from June 5th to 6th, 2024 at the Fiere di Parma Exhibition Center.
More
Die ACHEMA findet vom 10.-14.06. 2024 in Frankfurt statt - und wir sind dabei! Sichern Sie sich jetzt Ihr kostenloses Ticket für die ACHEMA 2024!
More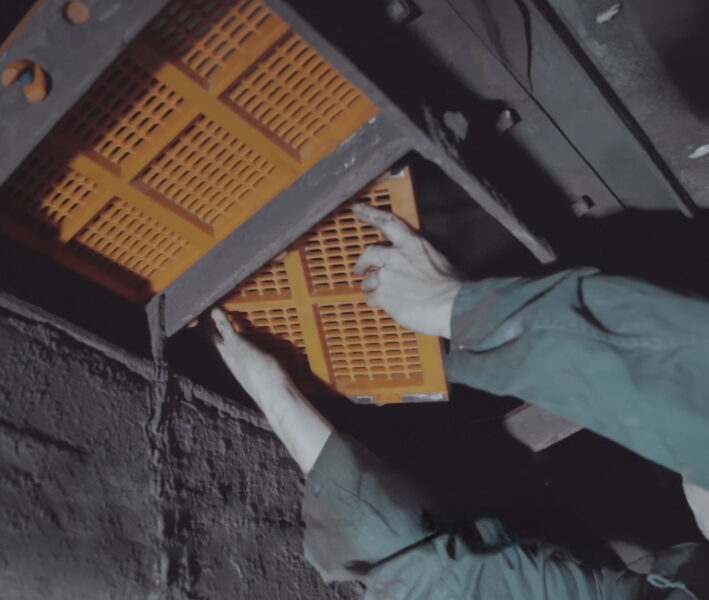
The STEINHAUS MLock is the world's first magnet-based system screen panel that is self-centering in all three dimensions.
More
Our 100 Years celebration with active and retired employees was great fun. Here is a little insight.
More
It's #throwbackthursday! Today with a 40 year old statement that is still true today.
"Whatever field you choose, with STEINHAUS you always make the right move".
STEINHAUS has always been one of the pioneers in the field of polyurethane screen panels.
With STEINHAUS MLock - the world's first self-centering magnet-based system screen, we are taking the next step.
Wir haben etwas zu feiern! Unseren 100. Geburtstag. 100 Jahre Familienunternehmen, 100 Jahre zuverlässige Qualitätsprodukte und kompetente fachliche Betreuung, 100 YEARS | TAILOR MADE
More
The STEINHAUS Green Drain screen cylinder - best results, even with high stress.
More
Our Brazilian customers and all interested parties from the food industry can now contact Mr. Celso Pires, another competent local contact.
More
OPTIMA Separator Cylinders are used, among other things, for the solid-liquid separation of slurry. Further applications can be found in biogas plants, slaughterhouses or in the production of green bedding.
More
Visit us. Talk to us. We look forward to seeing you!
More
Our wire belts are used in blasting plants for descaling, deburring and cleaning of castings and laser cut parts. The specifications of the belts can be individually adapted to your requirements.
More